
不锈钢机柜压弯模结构设计
发布日期:2020-11-14
压弯变形工序确定
(1)工序确定基本原则确定不锈钢机柜弯曲 工艺时,应根据弯曲件的复杂程度和生产批量而定。对于生产批量大的多角直角弯曲件,应根据现有生产设备,尽量采取简单模具结构、单角多次夸曲,并为保证其精度,而弯外角,再弯内角,如图3-53所示。对于生产批量大的复杂形状弯曲件,则宜采用较复杂的模具结构,以减少弯曲工序数目、提高生产效率为主要原则。对于夸曲件上有孔时,应根据孔与弯曲线的距离决定冲孔与弯曲工艺的次序,-般弯曲工艺要有利于减小弯曲件回弹量。
(2)工序确定基本依据生产中许多弯曲工件, 因其形状复杂程度、材料性质及精度要求不同,则常常不能-次弯曲成形,而大多采用两次或多次弯曲工序才能获得成形。因此,对弯曲件安排工序时,应根据弯曲件形状复杂程度、精度等级、生产批量、材料性能等因素综合考虑。不锈钢机柜在确定合理的工序时,应仔细分析论证,不能仅仅为了简化模具结构设计、制造及提高模具使用寿命,还应考虑满足弯曲件的精度要求,能提高弯曲工作效率,并能穿插中间热处理工艺等,从而保证获得高质量的弯曲件。
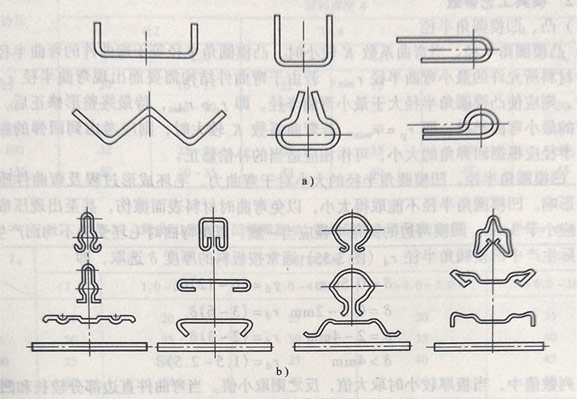
图3-53多道工序弯 曲成形
a)二道以下工序弯曲成形 b)三道工序弯曲成形
(3)弯曲成形工序次数对于V形、U形、L形等形状简单的弯曲件,可以采用一次夸曲成形,而对于稍微复杂的双角或双曲段弯曲件,则采用两次弯曲成形,如图3-53所示。对于z形或四角形等复杂形状弯曲件,可先将两弯曲件的毛坯焊接在一起,采用两道工序成对对称弯曲成形。然后,再分别切断成两件(图3-54a),也可以直接采用三次弯曲成形工序。对于批量大、尺寸较小的弯曲件,也可以采用多道工序,分别经过冲裁、弯曲、切断等
多次连续冲压成形, 如图3-54b所示。
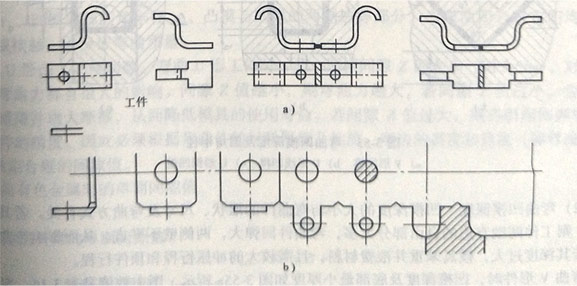
图3-54复杂 弯曲件的多工序成形安排
2)成对弯曲成形b)连续工艺成形
